![]() おもちゃ病院 修理のヒント
おもちゃ病院 修理のヒント ![]()
中華(中国製キット)CNCで基板を削り出す
工具を無駄に折らない為に最初の試行はダミー工具を使いましょう。
フラットエンドミルよりボールエンドミルの方がバリが少なかった。
Candleの「Probe」と「Heightmap」機能は基板切削の強い味方です。
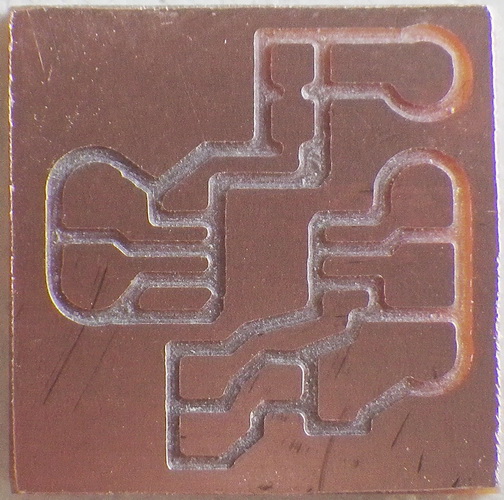 切削のみで作ったプリント基板です。
切削のみで作ったプリント基板です。
中華CNCでギヤーを切り出す事が出来たので、今度はプリント基板に挑戦してみました。
テスト用の20 x 20 mmの小さい基板です。
プリント基板を描くのに「PCBe」: www.vector.co.jp/soft/dl/winnt/business/se056371.html
切削データ作りに「FlatCAM8.9」: bitbucket.org/jpcgt/flatcam/downloads/
切削にギヤーと同じく「Candle1.1.7」を使いました。: https://github.com/Denvi/Candle/
PCBeで普通にパターンを描いて切削してみました。
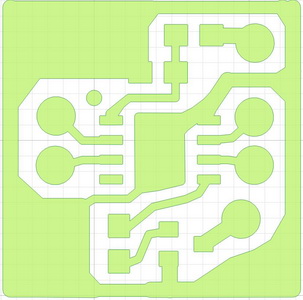 白い部分の銅箔をはがします。
白い部分の銅箔をはがします。
銅箔をはがす部分が 広くて無駄が多いので銅箔をはがす部分のみに変更。
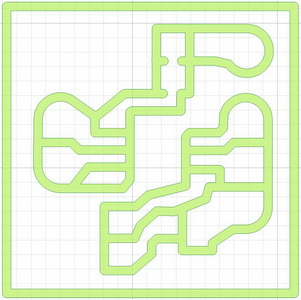 緑色部分の銅箔をはがします。
緑色部分の銅箔をはがします。
ガーバーデータを作成してFlatCAMで読み込むのですが、
PCBeのガーバーデータが読み込めないので、「Gerbv」というViewerを使います。
ここからダウンロード sourceforge.net/projects/gerbv/files/gerbv/
Gerbvを起動して
File:Open LayerでPCBeのガーバーファイルを読み込む。
File:Export:RS274X(Gerber)で変換されます。
読み込んだ時の画像です。

FlatCAM8.9を起動して変換したガーバーファイルを読み込む。
原点が離れたところになるので
Edit:Set Origin で原点を左下隅に設定します。

このまま進めると白色部分の銅箔を削ってしまいます。
このライン自体を切削したいので、少しトリッキーな方法を取ります。ノーマルな方法はここです。
Edit: Conversion: Join Geo/Gerber/Exc → Geo とすると、
GeometryホルダーにCombo_Single.Geo と言うファイルができます。
最初に読み込んだガーバーファイルを右クリックして表示をDisableにして
Combo_Single.Geo だけを表示させると下記画像のGeometryが出来ているのがわかります。
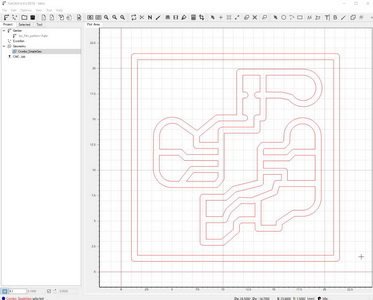
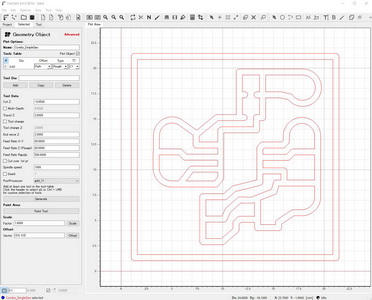
左側の画像でCombo_Single.Geoをダブルクリックすると、
右側の画像のようにGeometory Objectが開きますが、何もせずに
下の方にある 「Paint Area」 の「Paint Tool」 ボタンをクリックします。
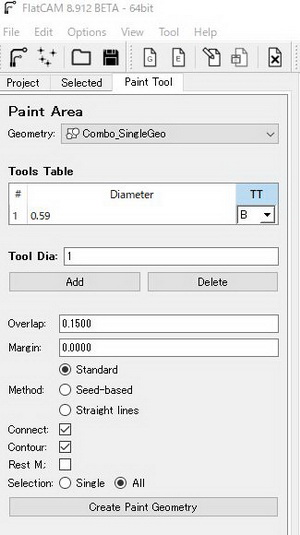

設定を変更します。左端の設定部分を拡大しました。
Geometry: Combo_SingleGeo
Tools Table: 数値の部分をダブルクリックして0.59にします。
TTをBに変更。
(ラインは0.6mmですが、Toolを同じ太さにすると通らないので、0.59にして、
実際に使うのは先端ボール形状のカッターなのでBを指定します。)
Overlap: 0.15
Margin: 0.0000
Mwthod: Standard を指定。
Connect, Contour にチェックをいれる。
Selection: All を」選択。
Create Paint Geometry ボタンをクリックする。
ラインのセンターに赤い線(工具の軌跡)が追加されています。
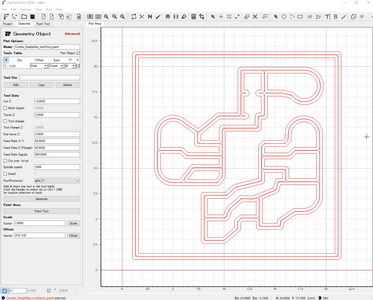
ラインを削るためにNCデータを作ります。
上の画像の左端を拡大しました。
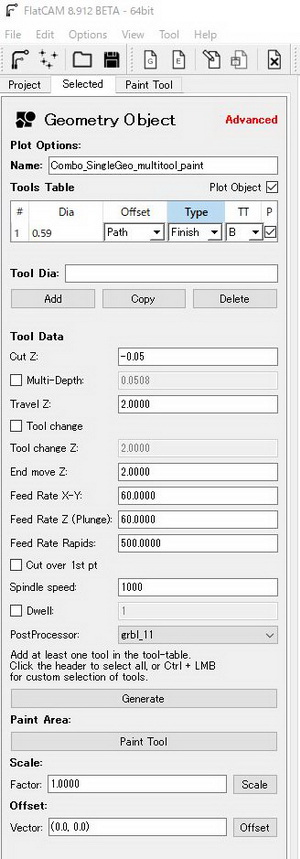
各設定は
Name: Combo_SingleGeo_multitool_paint
Tool Table:1, 0.59, Path, Finish, B
Tool Data
Cut Z: -0.05
Travel Z: 2.0
End move Z: 2.0
Feed Rate X-Y: 60.0
Feed Rate Z8Plunge): 60.0
Feed Rate Rapid: 500.0
Spindle speed: 1000
PostProcessor: grbl_11
上記設定して、Generateボタンをクリックします。

NCデータが出来ました。青色で表示されている部分を削ります。
下の方にある「Save CNC Code」ボタンをクリックして適当な場所に保存します。
CNCマシーンに0.6φのエンドボールミルをセットして切削ソフトのCandleを起動します。
手動でX,Y方向に工具を動かして、基板の左隅の原点を決めます。
原点から図面上をX,Y方向に動いても基板から外れないようにします。
Z軸は目視で基板表面にタッチするポイントで止めます。
Candleを一旦終了します。
再度、Candleを起動します。
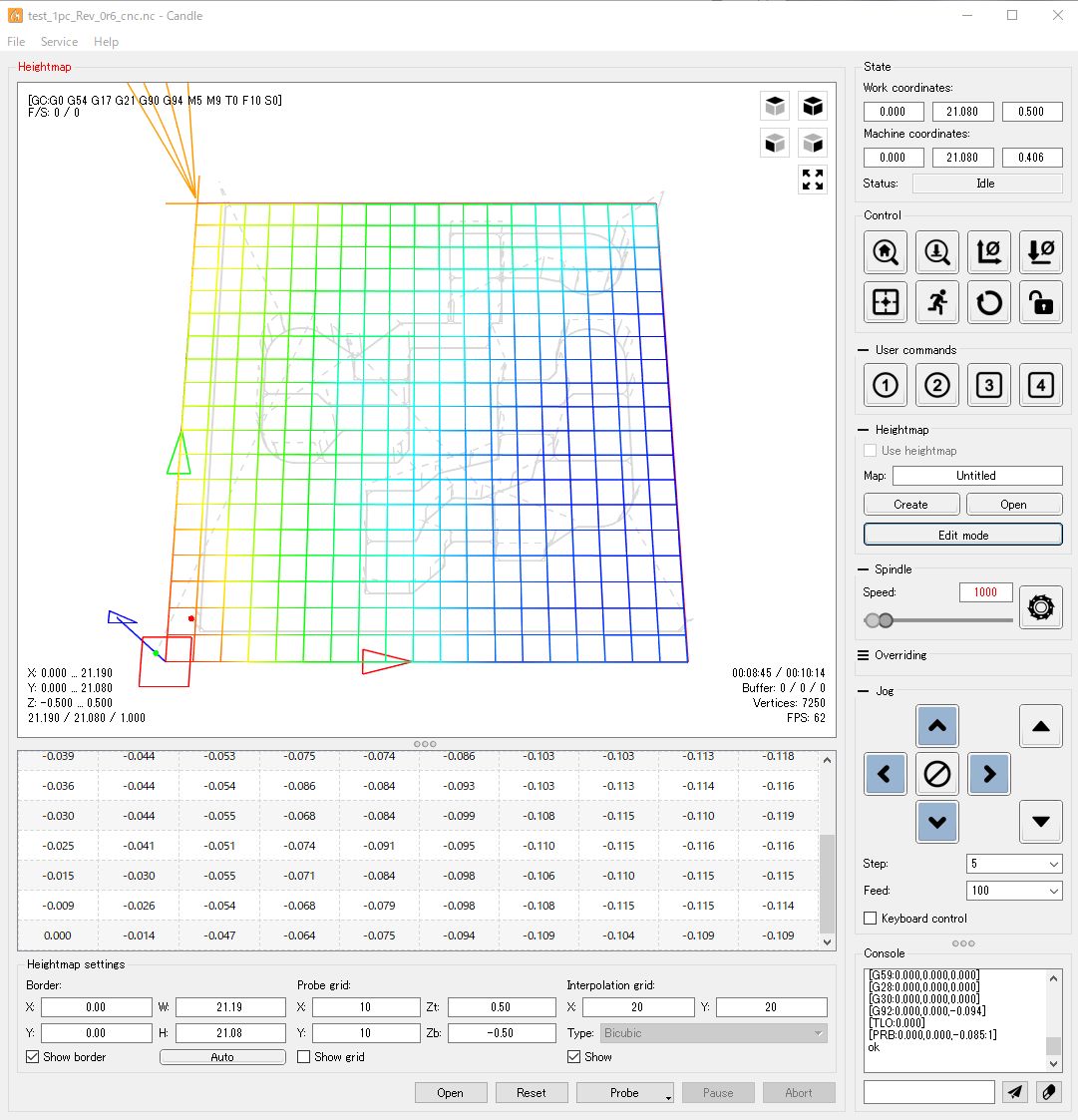
CAMで作ったNCデータを読み込んだところです。
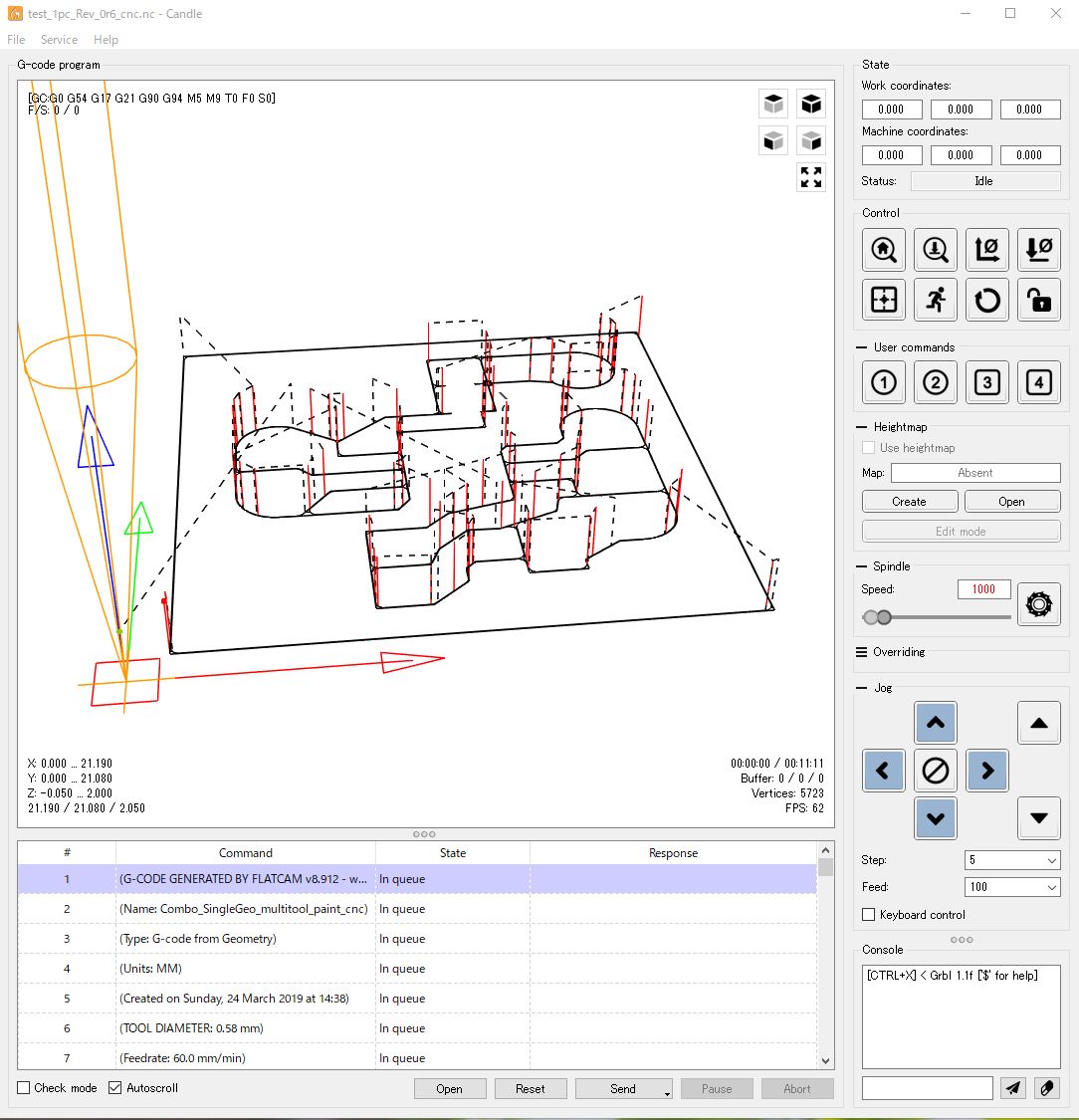
削る深さは0.05mmですので、
Probe機能を使ってZ軸のゼロ点を正確に合わせます。
1. 制御基板のA5とGNDにクリップ付きリード線を取り付けます。


コネクターの上側がA1〜A7、下側はGND。コネクターを付けておくと便利です。
2. コネクターは工具側をA5、基板側をGNDにつなぎます。

ここからは工具が折れる事故が多発しますので、最初に実行する場合は
工具ではなく太めの銅線(1.6mm)を使って下さい。
3. 銅箔面から1-2mm上になるように工具先端を合わせます。
コントロールの
 ボタンを押すと
ボタンを押すと
工具がジリジリとゆっくり下がって来て銅箔に接触すると停止します。
その状態で ボタンでXY軸のゼロ点を設定、
ボタンでXY軸のゼロ点を設定、 ボタンでZ軸のゼロ点を設定します。
ボタンでZ軸のゼロ点を設定します。
Hightmapを作成すると簡単に高さ補正が出来ます。
基板切削の場合は薄く削りますので自動で補正できるこの機能は優れものです。
HightmapのCreateボタンをクリックします。
Autoボタン又はProbe ericのXYで測定ポイント数を設定、
Interpolation gridで表示ポイント数を設定します。
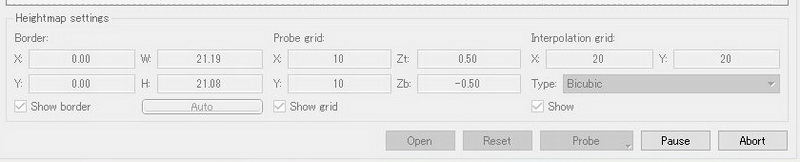
Probeボタンをクリックすると測定が始まります。
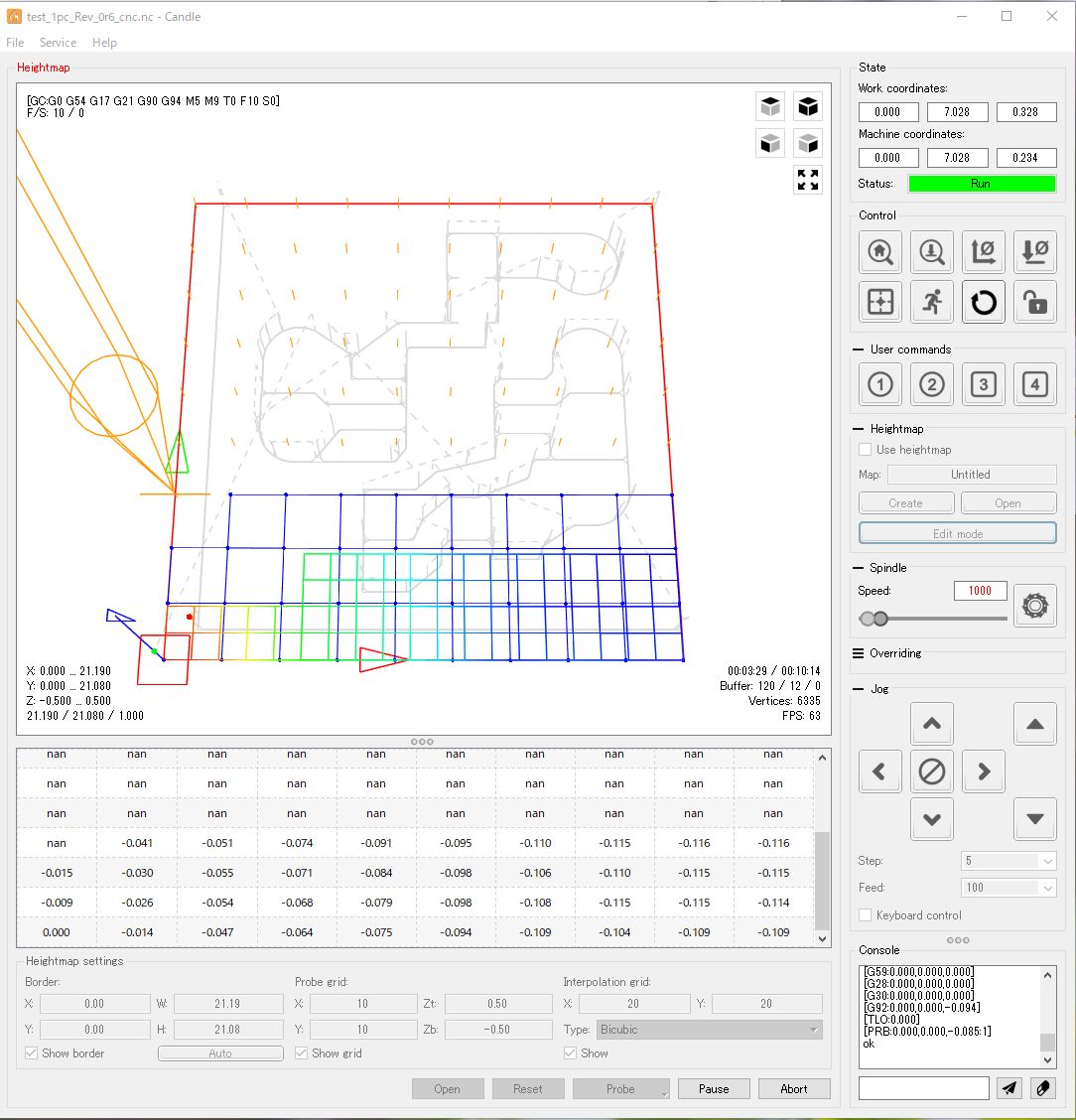
測定が終わったポイントには数値が入ります。
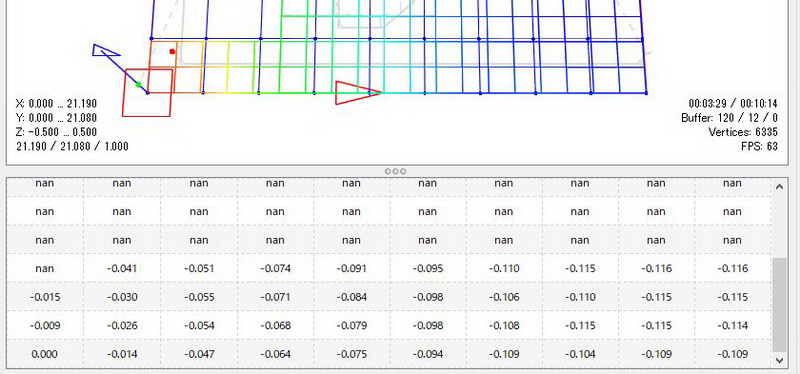
結果は下図のようになりました。青は低い部分で赤は高い部分です。
狭い範囲ですが0.1mm程度の高低差でした。
Edit Modeボタンをクリックして切削モードに戻ります。
Jogを使わないで手動で戻すと原点がどこかに行ってしまいます。
特にZ軸を動かすと工具が折れますので注意が必要です。
Jogを使って工具を原点に戻します。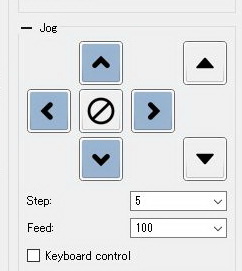
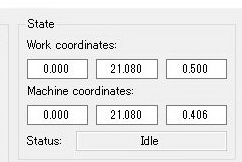
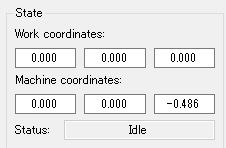
State の Work coordinates をJogのStepを0.01から5まで切り替えながらゼロにします。
 →
→ 
Use Hightmapにチェックを入れると作成したマップが適用されます。
Sendボタンをクリックして切削します。